A sheeter that delivered clean, square cuts during commissioning can gradually lose its edge—literally. The shift happens slowly: a slight burr on the cut edge, a fraction of a millimeter drift in sheet length, a new vibration that was not there six months ago. Because the changes accumulate over weeks, they are easy to dismiss as normal wear. But by the time the defect shows up in a customer complaint or a rejected pallet, the underlying issue has usually been developing for some time.
The maintenance philosophy that keeps a high precision sheet cutter running at specification is straightforward: inspect on a schedule tied to actual operating hours, address small problems before they compound, and document what you find so trends become visible. This guide walks through the three areas that most directly affect output quality—knife care, lubrication, and calibration—and provides a framework for building a maintenance routine that fits a production schedule.

Knife Care: The Single Biggest Factor in Cut Quality
The helical knife drum is where quality begins and where neglect shows first. A dull or damaged knife does not just produce ragged edges—it increases cutting force, which stresses bearings, accelerates frame vibration, and can throw off sheet length consistency.
Inspection frequency. For a machine running two shifts, visual inspection of the knife edge should happen weekly. Run a clean, lint-free cloth along the cutting edge. If the cloth snags, the edge has developed burrs or micro-chips. Under a strong light, a sharp edge reflects a consistent thin line. Dull sections appear as wider, irregular reflections.
Sharpening intervals. No universal rule governs when to sharpen—material type, grammage, and total cuts all influence wear. Keep a log of cuts between sharpenings for each paper grade. Over several cycles, a pattern emerges that allows scheduling sharpening before cut quality degrades. A typical range for mid-weight coated papers is 8 to 12 million cuts between sharpenings; abrasive recycled grades or heavy board may require intervals half that long.
Bed knife clearance. The gap between the helical knife and the stationary bed knife directly determines cut quality. Too wide, and the paper tears rather than shears. Too tight, and the knives wear prematurely or even chip on contact. The manufacturer's specification—often in the range of 0.02 to 0.05mm—should be checked with feeler gauges at multiple points across the full width of the drum. This check takes less than five minutes and should be part of the weekly inspection.
What to document. Record the date, total cut count since last sharpening, paper grades run, clearance measurements at each check point, and any observations about edge quality. This log becomes the basis for predicting maintenance windows and identifying which paper grades accelerate wear.
Lubrication: Protecting Bearings Under Continuous Load
A sheeter's rotating assemblies—knife drum bearings, infeed rollers, slitting unit shafts, and delivery section drives—operate under continuous load at varying speeds. Lubrication failures rarely announce themselves; a bearing runs dry, heats up, and eventually seizes, often taking a shaft or housing with it.
Centralized vs. manual lubrication. Machines equipped with automatic central lubrication systems deliver metered amounts of grease to each bearing point on a programmed cycle. These systems reduce the risk of missed lubrication points but still require attention—check the reservoir level weekly and verify that grease is reaching all points by looking for fresh grease at each bearing seal. For machines relying on manual greasing, assign each lubrication point a frequency and stick to it with a checklist.
Lubricant selection. Use the grease grade specified in the equipment manual. High-temperature lithium-complex greases are common for sheeter applications because the knife drum bearings can run warm during extended high-speed production. Mixing incompatible grease types can cause the thickener to break down, leading to lubricant separation and bearing failure.
Grease volume. Over-greasing is nearly as harmful as under-greasing. Excess grease in a bearing housing churns and generates heat, accelerating oxidation. The rule of thumb for most rolling-element bearings: add grease slowly until a small bead appears at the seal, then stop. A sudden increase in bearing operating temperature after greasing often signals over-filling.
Delivery section chains and sprockets. These components operate at lower speeds but are exposed to paper dust, which combines with lubricant to form an abrasive paste. Clean chains and sprockets periodically with a dry brush or compressed air before applying fresh lubricant. Applying oil or grease over accumulated dust simply embeds the abrasive in the chain links.
Calibration: Keeping Sheet Length Within Specification
When sheet length drifts beyond the specified tolerance—often ±0.3mm for precision sheeters—the root cause can lie in several interacting systems. Calibration is the process of verifying and adjusting these systems so the machine consistently delivers sheets at the programmed length.
Servo drive homing. The servo motor controlling the knife drum and the servo driving the infeed must agree on position. Most sheeters perform an automatic homing routine on startup, where the knife drum rotates to a reference position detected by a proximity sensor. If this sensor shifts slightly—from vibration, accidental contact during knife changes, or thermal expansion of its mounting bracket—the home position drifts. Check the sensor bracket tightness monthly and verify the drum stops at the correct reference mark.
Infeed roller circumference measurement. The servo calculates sheet length based on infeed roller diameter and rotation count. If the roller wears, its effective circumference decreases, and the control system unknowingly feeds slightly less material per rotation than expected. Measure the roller diameter at three points across its width every six months and update the parameter in the control system if the measurement deviates from the stored value.
Tension zone verification. Sheet length accuracy depends on the web moving through the infeed at a consistent speed relative to the knife drum. If unwind tension fluctuates, the paper can slip microscopically against the infeed rollers. Verify that the tension control system—whether pneumatic brake, load cell feedback, or dancer roller—maintains set tension throughout the unwind cycle, from full roll to core.
Test cut procedure. Run a series of 20 sheets at the most common sheet length setting. Measure each sheet individually with a calibrated steel rule or digital length gauge. Calculate the average and standard deviation. The average should match the set length within the stated tolerance, and the standard deviation should be minimal—tight consistency matters as much as average accuracy for downstream processes.
Consistent calibration results start with equipment that holds its mechanical adjustments. Precision sheeting equipment with cast iron frames maintains calibrated settings longer than lightweight fabricated alternatives, reducing how often these verification steps need to be performed.
Building the Maintenance Schedule
The inspection and adjustment tasks described above fit into three tiers:
Daily (start of shift). Visual check of cut edge quality on the first sheets produced. Listen for unusual noise from bearings or drive components. Verify the lubrication system reservoir level if automated.
Weekly (scheduled downtime window). Knife edge visual inspection with cloth drag test. Bed knife clearance check at multiple points. Grease all manual lubrication points. Clean chains and sprockets. Verify servo homing sensor bracket tightness.
Monthly / milestone-based. Full knife sharpening based on cut count log. Infeed roller diameter measurement. Tension system calibration verification. Review maintenance logs for trends indicating developing issues.
From Routine to Reliability
A maintenance program does not need to be elaborate to be effective. The essential elements are knowing what to inspect, doing it on a fixed cadence tied to actual machine hours, and recording enough detail to spot trends before they become failures. The knife, the bearings, and the calibration settings form an interconnected system—neglect one and the others compensate until they cannot.
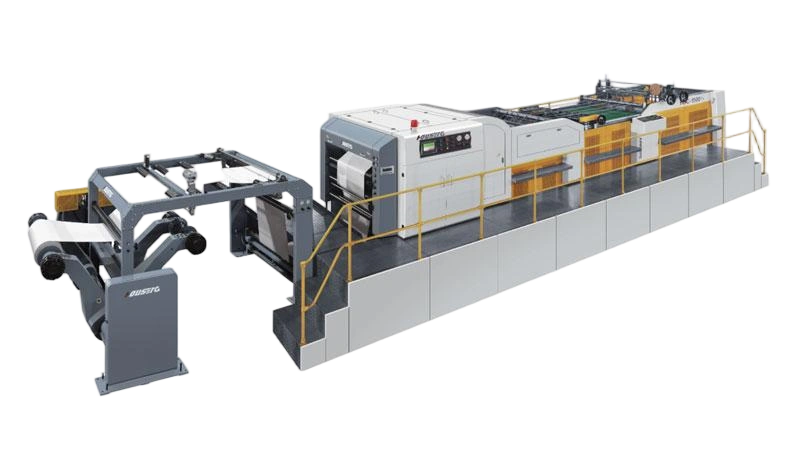
For those evaluating equipment designed to simplify these maintenance routines through features like centralized lubrication, cast iron construction for long-term dimensional stability, and accessible knife-change designs, reviewing servo-driven sheeting systems built for paper converting offers a practical reference point for what current equipment can deliver in terms of uptime and consistency.